

How To Install Heat Set Inserts
We tin make our 3D-printed parts even more capable when we start mixing them with some essential "mechanical vitamins." By combining prints with screws, basics, fasteners, and pins, we get a rich ecosystem for mechanism-making with capabilities beyond what we could simply impress alone.
Today I'd like to share some tips on one of my favorite functional 3D-printing techniques: adding heat-set inserts. Equally someone who'due south been installing them into plastic parts for years manually, I think many guides overlook some process details crucial to getting consistent results.
Brand no fault; there are a scattering of insert guides already out there [1, 2]. (In fact, I encourage you lot to look there first for a skillful bound-start.) Over the years though, I've added my own finishing move (nothing exotic or difficult) which I call the Plate-Press Technique that gives me a major boost in consistency.
Bring together me below as I fill in the knowledge gaps (and some literal ones too) to transport you back to the lab equipped with a technique that will give you perfectly-seated inserts every time.
Heat-Set Insert "Theory"
Estrus-set inserts are stock parts that add threads to a part made from a thermoplastic. Since 3D-printing relies on oozing plastic out of nozzles, literally every single 3D-printed material fits the definition for thermoplastic–so they'll all work! Equally far as matching techniques go, it's almost similar these inserts were made for each other! (Alas; they weren't, but thankfully injection-molding plastic has made these parts a commodity.)

Heat-ready inserts work by softening the surrounding textile equally they're beingness installed. In one case installed, removing the rut-source causes this molten plastic to re-solidify around the inserts' knurled feature, property information technology in place. Let's consider thinking about this process in terms of heat transfer. Installation holes are smaller than the inserts themselves (they're undersized), and then we tin can't install inserts by hand strength. Rather, we showtime estrus the insert and so conduct that heat into the surrounding material such that the hole deforms, all-around the larger shape of the insert.
As more fourth dimension elapses, heat transfers from the insertion tool, through the insert from surface area contact, and finally outwards into our 3D-printed role, where it dissipates. The longer time spent inserting the part, the more time the estrus has to travel into the part where it can deform the surrounding function areas. In large scale manufacturing, this procedure is done past machine. In our case, though, we're installing past hand, so we'll need to keep our timing in mind. Finally, don't forget that when we install the insert, we're displacing molten plastic to make space for the rut-set insert. That displaced plastic needs to go somewhere, and it usually ends up mushed at the bottom of the insert.
There'southward a Tool for That
Our tools need not be expensive. I utilise an insert "installation tip" combined with a upkeep 40W soldering iron from Amazon without whatsoever temperature control. These "installation tips" aren't peculiarly special, but, unlike soldering fe tips, they aren't tapered. Using a tip without a taper makes it like shooting fish in a barrel to remove the tip one time the insert is installed.
You tin notice inserts on McMaster-Carr (pn: 92160a115) or on Tindie. (I admit that I use the McMaster-Carr one for 4-40 and M2.v inserts, but also with M3, M4, and M5 inserts without any issues!)
I strongly discourage using a vanilla soldering atomic number 26 tip for the post-obit reason. Most of these tips are tapered. If we use a tapered soldering iron tip, we risk getting the iron tip stuck in the insert. Remember: metal expands when information technology heats upwards and contracts when information technology cools. As we install the metal insert into the printed part, we're dissipating heat from the insert into the part, causing the heated insert to cool slightly and also contract around the fe tip. The cyberspace result is that when we try to pull the iron tip out, the insert comes with it! I imagine that this scenario is alike to a Chinese finger trap.
All that said, this problem wouldn't happen too often for me dorsum when I used a vanilla soldering fe tip for this process, but 1-out-of-5 ruined prints was enough for me to scrounge up the extra $10 and go the right tip.
Finally, my terminal tool for this procedure is a small square of thin sheet-metallic, about 150x150mm (6″x6″). This sail becomes a "apartment" reference that I'll discuss in the process afterwards.
Designing for Inserts:
When it comes to sizing holes for inserts, I'd recommend following the dimensional info that comes with the insert datasheets. As a quick reference, here's a mini compendium of links for some of my get-to inserts and their hole size recommendations.
- UD-43030 short M3x0.5 insert (relevant dimensions, vendor)
- 94180A331 M3x0.5 tapered insert (relevant dimensions and vendor)
- 93365A120 #four-40 tapered insert (relevant dimensions and vendor)
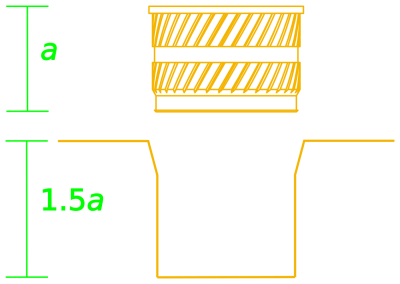
To accommodate displaced cloth, I suggest increasing the pigsty depth past about 50% of the insert length. This change ensures that the displaced plastic has somewhere to go and doesn't make full the cavity where the insert should exist.
Other guides advise calculation a small taper to the pigsty feature. This is a nifty feature that enables inserts to seat themselves into the pigsty before installing them with rut. Some inserts are themselves tapered, which has the same seating effect on an un-tapered hole. Adding this tapered feature (or buying the slightly-more-expensive tapered inserts) isn't necessary, simply information technology does make the installation process easier.
Slicer Settings:
With a design ready-to-become, I'd recommend tweaking one 3D-printer Slicer setting first, namely the perimeter layers. Slic3r defaults to two perimeter layers for hole features. I'd recommend bumping this value upwards to at least 4 perimeters for two reasons.
First, we desire to make sure that our installed insert is notwithstanding "grabbing" onto material afterwards nosotros install it. An installed insert displaces textile outwards during installation, and then adding layers improves the odds that we haven't melted through information technology upon installation.
Second, adding more perimeter layers also reduces the extent to which external indentations course on the part when inserts are situated close to the external surface of a function. These indentations are called sink marks, and they're actually a common problem plant in injection-molded parts too. Sink marks occur because a part contracts as it cools. I've discovered that adding more perimeters reduces this effect. I tin can't say for sure why this is the case, but my best guess is that calculation solid material reduces the gratuitous space inside the role, making it more difficult for internal geometries to alter shape.

The Installation Process and the Plate-Press Technique:
At present that we've got a handle on designing and prepping parts for inserts, allow's become to the installation procedure.
First, brand certain that your soldering iron hascompletely reached its set temperature before using it to install inserts. If we endeavor installing an insert while the iron is still rise to its setpoint, the procedure merely takes longer, and all that heat from the iron is spending more time diffusing into our part, causing information technology to warp.
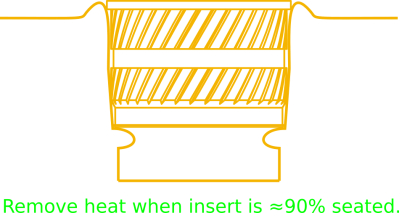
Adjacent, with the insert positioned in the hole, employ heat to the insert. Allow the weight of the soldering atomic number 26 tool itself utilize the gentle force needed to button the insert into position. Gravity should be doing almost of the work hither. This process takes about x-fifteen seconds. Keep applying heat until your insert is virtually xc% seated into your part.
Ok, here's where we derail from convention. With the insert at almost 90% into you part, remove the fe and speedily flip the function onto a apartment, heat-resistant surface and gently push the part down until information technology seats flush with the cloth. (I apply a small piece of sheet metal for this pace.) Wait about 6-10 more seconds for the function to cool, and you're done! I'll phone call this maneuver the plate-printing technique.
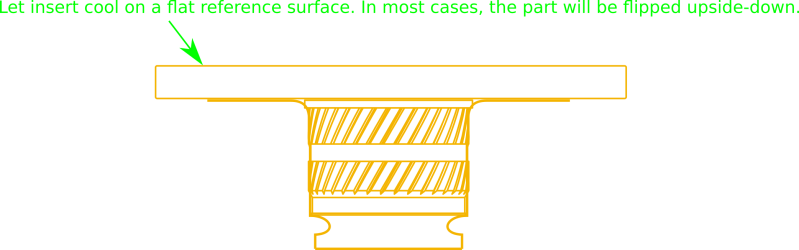
This final step of the process seems odd, but it'southward critical for ii reasons. Commencement, it seats the insert so that it'due south both vertical and completely flush with the top of the printed part. Second, it flattens any jutting material that flared up while we were installing the insert.
Results
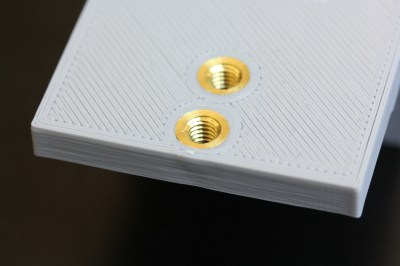
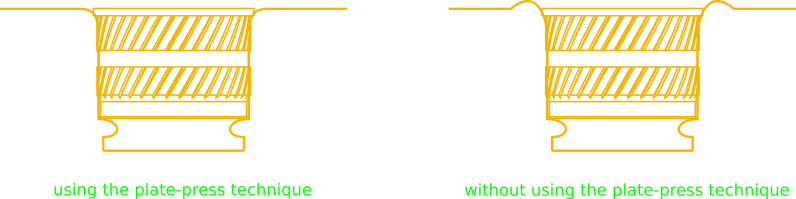
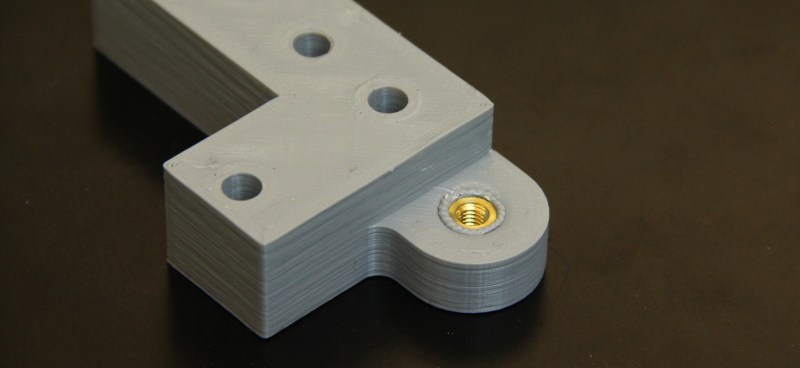
If all went well, you should have a nice-looking insert that'southward flush with the part surface. In the image below, I used the fe to seat these parts most-of-the-way in and then cooled them flush with the plate-press technique.
In the side by side example below, this insert was set without using the plate-printing technique. Notice that nasty "bulge" of excess cloth that beads upwards around the insert. That's precisely the bulge that we can remove when we use the final plate-printing technique.
Reflection:
I imagine that tweaking both our fe temperature and insertion speed might reduce or eliminate this bulging result if we exercise installing these inserts under various conditions. But that hypothetical need for practice is exactly what makes the plate-printing technique and then valuable. Only put, the plate-printing technique gives us consequent results without the need for robot-levels-of-precision. We simply "smoosh" the insert into its final place and exist done with it. The issue is a flush insert with niggling effort and no practice. Admittedly, this technique is non how the industry folk do it for mass-production, only it certain is consistent — a hack fifty-fifty.
Determination:
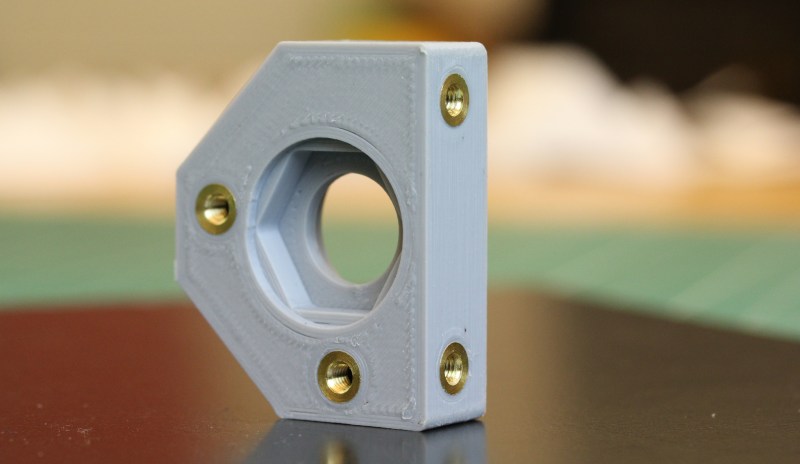
That'due south information technology! I hope this guide serves you well in nailing beautiful flush inserts every time without too much hand hassle. Here's a quick snippet of a few other parts I fabricated to put some perspective on what to await.
I've started posting my wares up with #beautifulinserts, and I'd love to see how this technique fares for you. If you make anything fun, why not inspire some boyfriend community members by joining the conversation?
References:
- https://markforged.com/blog/oestrus-set-inserts/
- https://world wide web.ptonline.com/articles/four-ways-to-tackle-threaded-inserts-for-plastics

How To Install Heat Set Inserts,
Source: https://hackaday.com/2019/02/28/threading-3d-printed-parts-how-to-use-heat-set-inserts/
Posted by: stevenstionampicest.blogspot.com
0 Response to "How To Install Heat Set Inserts"
Post a Comment